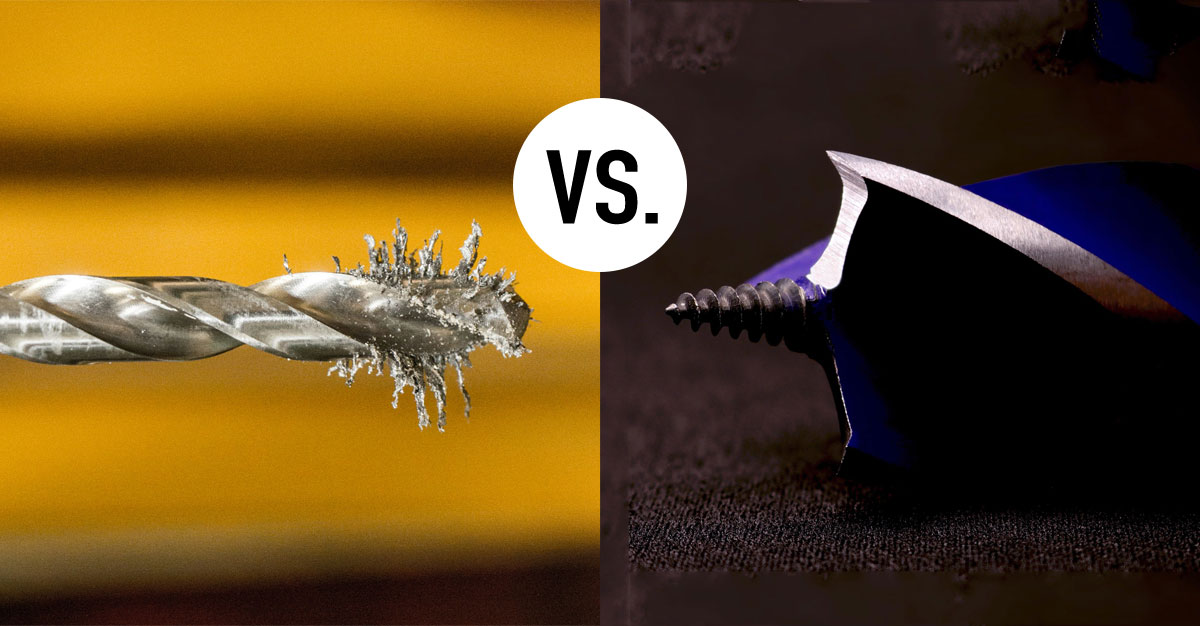
Den eviga frågan metallborr vs träborr dyker upp i statistik och frågelistor. I praktiken handlar dock jämförelsen om två helt olika konstruktioner och användningsområden.
Träborr är till för fibrösa material med låg termisk påverkan. Metallborr (och speciellt hårdmetallborr) är konstruerade för så kallat abrasivt slitage, höga temperaturer och krav på precision i serieproduktion.
Den här artikeln reder ut vad som faktiskt skiljer dem åt och vad som spelar roll när du borrar i stål, rostfritt, gjutjärn eller titan i en modern CNC-miljö.
Historisk och praktisk kontext: metallborr vs träborr
I diskussionen om metallborr vs träborr rör vi oss mellan två verktyg som kan se ganska lika ut, men som är utvecklade för helt olika material.
Träborrens klassiska spiralform med centrerspets (brad point) är anpassad för att skära genom fibrer och ge rena kanter i trämaterial. Geometrin skiljer sig från standardborrar för metall, bland annat genom tydlig centrerspets och förskär.
Vanligt konstruktionsstål ligger ofta runt 120–200 HB (Brinellhårdhet). Trä har avsevärt lägre motstånd mot intryck och deformation, vilket innebär helt andra belastningar på verktyget.
Skillnaden i materialegenskaper innebär att belastningen på skäreggen, friktionen och den termiska påverkan blir helt olika.

Är alla jämförelser irrelevanta?
I mindre verkstäder och utbildningsmiljöer kan frågan om metallborr vs träborr uppstå som en principiell diskussion.
Men i industriell metallbearbetning, särskilt i CNC och serieproduktion, handlar valet inte om att väga träborr mot metallborr – utan om att välja rätt typ av metallborr för rätt applikation.
Hur väljer man rätt metallborr för varje tillfälle?
Utbudet av hårdmetallborrar på marknaden är stort och varierat, med olika geometrier, beläggningar och dimensioner för alla tänkbara applikationer.
För den som vill se bredden av alternativ och jämföra egenskaper kan det vara värdefullt att ta en titt på en av leverantörernas sortiment av hårdmetallborrar.
Hårdmetallborrens konstruktion och material
När man talar om metallborr i industriella sammanhang är det oftast hårdmetallborr som avses.
Dessa består vanligtvis av cementerad hårdmetall, där wolframkarbid (WC) utgör huvuddelen och kobolt fungerar som bindemedel. Hårdmetall når ofta en hårdhet på omkring 1600–2200 HV (Vickershårdhet), vilket överstiger höghastighetsstål (HSS) med bred marginal.
Varför är det viktigt med hög hårdhet?
Den höga hårdheten och tryckhållfastheten (ofta över 2000 MPa) gör att hårdmetallborr behåller sin skärgeometri även under hög belastning. Vid metallbearbetning kan temperaturen i skärzonen närma sig 800–900 °C.
Vid dessa temperaturer behåller hårdmetall sin funktionalitet betydligt bättre än HSS. I modern industriell tillverkning krävs:
- Exakta hål med toleranser ner mot ±0,01–0,02 mm
- Hög repeterbarhet över tusentals cykler
- Möjlighet att borra i stål, rostfritt stål, gjutjärn och titan
- Stabil prestanda vid gängförberedande borrning och djuphålsborrning
Industrins höga krav på metallborr
Hårdmetallborr är konstruerade för att möta de höga krav som ställs inom den industriella tillverkningen.
De levererar exakta hål, med hög precision, något som är helt avgörande om hålet senare ska gängas, brotschas eller fungera som passningsyta.
Den höga slitstyrkan gör dessutom att borren klarar ett stort antal hål i tuffa material, utan att snabbt tappa eggskärpa. I serieproduktion påverkar detta direkt cykeltid, kassationsgrad och verktygskostnad per detalj.
Skärgeometri och beläggning – vad som gör skillnad i metall
Skillnaden mellan metallborr och träborr ligger inte bara i materialet, utan i hela geometrin.
Metallborr har ofta en större spetsvinkel på 130–140°, vilket minskar den axiella kraften och förbättrar centreringen i hårdare material. Spiralvinkeln är anpassad för att transportera bort metallspån, som kan vara kontinuerliga och sega (speciellt i rostfritt stål).
En kontrollerad mikroradie minskar också risken för urflisning och mikrochipping i hårdmetallens skäregg.
Träborr har i regel vassare och mindre förstärkta eggar, eftersom belastningen i trä är lägre och mer elastisk.
Beläggningens roll i metallborrens konstruktion
Beläggningar som TiAlN (titanaluminiumnitrid) eller AlCrN (aluminiumkromnitrid) ökar varmhårdheten och minskar friktionen, vilket ökar livslängden vid hög skärhastighet och torrbearbetning.
Vid träbearbetning behövs inte den sortens beläggningar, eftersom slitage och värmeutveckling ser helt annorlunda ut.
När man analyserar metallborr vs träborr ur ett tekniskt perspektiv blir det tydligt att träborrens konstruktion saknar det som krävs för att hantera plastisk deformation och abrasivt slitage i metall.

Metallborr vs träborr i CNC- och serieproduktion
I CNC-miljöer ställer man höga krav på stabilitet, rundhet och repeterbarhet. Operatören anpassar spindelvarvtal och matning efter material och verktyg.
Rätt inställningar ger en jämnare spånbildning och längre livslängd på borren. I serieproduktion måste verktyget:
- Minimera radiell avböjning
- Ge konsekvent håldiameter över långa körningar
- Säkerställa effektiv spånevakuering, särskilt vid större L/D-förhållanden
- Minska vibrationer och dynamisk belastning på spindel och fixtur
Träborr i metall
Om en träborr skulle användas i metall uppstår snabbt ökad axiell kraft, försämrad centrering och accelererat eggslitage. Hålet skulle riskera att bli ovalt eller koniskt, om borren ens håller.
Professionella verkstäder använder hårdmetallborr just för att undvika dessa problem. De väljer rätt typ av hårdmetallborr innan gängning, för små diametrar, i djuphålsapplikationer och vid bearbetning av rostfritt stål, titan och andra hårdare material.
När olika borrtyper passar bäst
Vi ska försöka tydliggöra skillnaden i diskussionen om metallborr vs träborr ytterligare.
Träborr passar bäst för:
- Massivt trä och träbaserade skivor
- Mjuka plaster
- Borrning med lägre krav på resultatet
Hårdmetallborr och andra metallborr passar bäst för:
- Konstruktionsstål och legerat stål
- Gjutjärn
- Rostfritt stål
- Titan och andra höghållfasta legeringar
- Höga krav på precision och efterföljande bearbetning
Dessutom väljer man borr utifrån diameter, håldjup, materialets hårdhet och önskad ytfinhet.
Vad som faktiskt avgör valet i praktiken
I stället för att se metallborr vs träborr som en fråga om alternativ bör man se det som en fråga om belastningsfall och materialvetenskap.
I metallbearbetning avgör följande faktorer verktygsvalet:
- Materialets hårdhet och seghet
- Värmeutveckling i skärzonen
- Krav på tolerans och ytfinhet
- Produktionsvolym och cykeltid
- Behov av gängning eller passning i nästa steg
Hårdmetallborr har blivit ett oumbärligt verktyg i modern metallbearbetning just därför att de kombinerar slitstyrka, precision och mångsidighet.
De klarar att borra genom hårda material som stål, gjutjärn, rostfritt stål och titan med bibehållen formstabilitet.
Träborr och metallborr är två helt olika saker
När man betraktar jämförelsen mellan metallborr och träborr ur ett industriellt perspektiv framstår det tydligt: det handlar inte om att välja mellan två likvärdiga alternativ.
Det handlar om att använda ett verktyg som är konstruerat för rätt material, rätt temperatur och rätt precision – och i metallbearbetning innebär det i praktiken hårdmetallborr med anpassad geometri och beläggning.
Här kan man dra många paralleller mellan metallborr och industriella vändskär, som du kan läsa mer om i artikeln Svarverktyg för metall: så väljer du rätt.
